PFA Insulated High Temperature Wire: Market Trends & Top Manufacturer ADS Cable
As industrial automation and high-end manufacturing continue to evolve, the demand for electrical components capable of withstanding extreme environments has surged. Among these critical components, PFA insulated high temperature wire (often associated with the Teflon™ family of fluoroplastics) stands out as a superior solution for engineers and procurement managers worldwide.
This article provides an in-depth analysis of PFA wire material properties, its primary industrial applications, and current market trends, helping B2B decision-makers optimize their supply chains.

Why Choose PFA? Exceptional Material Properties
PFA (Perfluoroalkoxy) is a high-performance fluoropolymer that combines the exceptional properties of PTFE with the melt-processability of FEP. When used as a wire insulation material, PFA delivers unparalleled reliability in harsh conditions. Its core physical and electrical characteristics include:
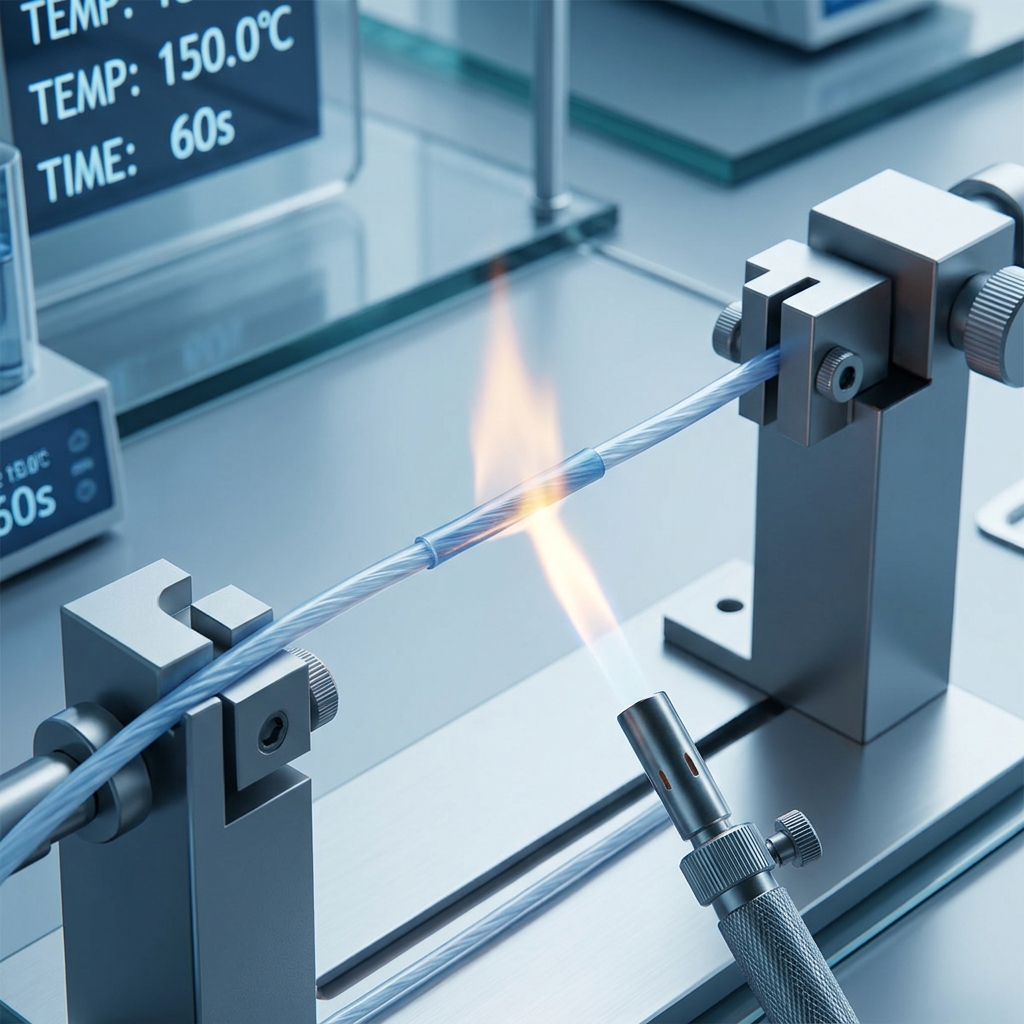
- Extreme Temperature Resistance: PFA insulated wire maintains its structural integrity and electrical performance in continuous operating temperatures ranging from -200°C to +260°C.
- Superior Chemical Inertness: It is highly resistant to industrial solvents, acids, alkalis, and hydraulic fluids, making it ideal for corrosive environments.
- Outstanding Electrical Insulation: With a low dielectric constant and high dielectric strength, PFA minimizes signal loss and prevents electrical breakdowns even in tightly packed wiring systems.
- Mechanical Durability & Flexibility: Unlike some rigid high-temp alternatives, PFA retains excellent flexibility, which is crucial for complex routing in confined spaces.

Key Industrial Applications of PFA High Temperature Cables
The unique characteristics of PFA insulated wire make it a non-negotiable requirement across several advanced manufacturing sectors:
1. Aerospace and Aviation
In the aerospace industry, every gram matters, and failure is not an option. PFA wires are extensively used in aircraft engine compartments, flight control systems, and cabin wiring. Their lightweight nature, combined with resistance to extreme thermal cycling and aviation fuels, ensures absolute safety and reliability.
2. Semiconductor Manufacturing Equipment
Semiconductor fabrication requires ultra-clean environments and involves highly aggressive chemicals. PFA insulated cables are deployed in wafer processing equipment and cleanrooms because they do not outgas or shed particulates, while fully resisting the corrosive etching gases used in chip production.
3. Chemical Processing and Metallurgy
For industrial sensors, temperature measurement devices (thermocouples), and control panels located in chemical plants or metallurgical foundries, standard PVC or silicone wires simply melt or degrade. PFA high temperature wire ensures uninterrupted data transmission and power supply amidst extreme heat and chemical exposure.
4. High-End Consumer Electronics & Appliances
As devices become smaller and more powerful, internal operating temperatures rise. PFA wire is increasingly adopted in high-wattage smart appliances, lighting fixtures, and microelectronics to prevent thermal overload and short circuits.
Global Market Trends and Future Outlook
The global market for high-temperature wires is experiencing robust growth, heavily driven by the transition toward Industry 4.0 and the booming Electric Vehicle (EV) sector.
Procurement managers are shifting their focus from basic cost-reduction to total cost of ownership (TCO). Investing in premium PFA insulated wire reduces equipment downtime, lowers maintenance costs, and extends the lifespan of expensive industrial machinery. Furthermore, the rising demand for customized cable solutions—tailored for specific voltage ratings, shielding requirements, and gauge sizes—is reshaping how B2B buyers interact with manufacturers.
Partnering with a Trusted Teflon Cable Manufacturer
When sourcing critical components like PFA insulated wire, the reliability of your supplier is just as important as the material itself. To guarantee product consistency and project success, partnering with an established manufacturer is essential.
With over 30 years of professional wire manufacturing experience, we are dedicated to providing global B2B clients with top-tier high-temperature cabling solutions. Our core advantages include:
- Advanced Production Capabilities: Equipped with state-of-the-art extrusion and testing equipment, we ensure precision and consistency in every batch of PFA wire.
- Comprehensive Certifications: Our products meet stringent international standards, backed by a full suite of industry qualifications and safety certifications (UL, CE, RoHS, etc.).
- Flexible OEM/ODM Customization: We understand that every engineering project is unique. Our R&D team supports highly customized specifications, from specialized shielding to specific wire gauges and color coding.
- Uncompromising Quality Control: From raw fluoroplastic resin selection to final electrical testing, our rigorous QA process guarantees zero defects.
Ready to upgrade your industrial wiring solutions? Whether you require standard PFA high temperature wire or a fully customized OEM/ODM cable design, our engineering team is ready to assist you with competitive pricing and reliable lead times.
[Contact Us Today / Request a Quote] to discuss your project requirements and secure a trusted supply chain partner.